Металеве дугове зварювання в захищеному середовищі-це процес з'єднання двох металевих частин з використанням електродів. Покритий електрод, розплавляючись в електричній дузі, стає сплавленою частиною зварюваних частин. Дана стаття опише використання зварювальних електродів зі шлакоутворюючим покриттям і простого трансформаторного зварювального апарату.
Кроки
 Пізнайте ази процесу металевого дугового зварювання. електрична дуга формується в наконечнику зварювального прутка, коли струм проходить через повітряний проміжок, і триває через зварюваний метал. Ось деякі з визначень, які використовуються в цій статті:
Пізнайте ази процесу металевого дугового зварювання. електрична дуга формується в наконечнику зварювального прутка, коли струм проходить через повітряний проміжок, і триває через зварюваний метал. Ось деякі з визначень, які використовуються в цій статті:- Зварювальний апарат. Термін, що використовується, щоб охарактеризувати машину, яка перетворює змінний електричний струм 120-240 В в Зварювальне змінну напругу в 40-70 В або в діапазон напруг постійного струму. Як правильно, зварювальний апарат складається з масивного трансформатора, регулятора напруги, охолоджуючого вентилятора, і перемикача зварювального струму. Термін "зварювальник" застосовується до людини, що здійснює процес зварювання. Зварювальна машина управління її зварювальником.
- Зварювальні дроти. Вони являють собою ізольовані мідні провідники, що несуть низьковольтний високоамперний струм до зварюваних елементів.
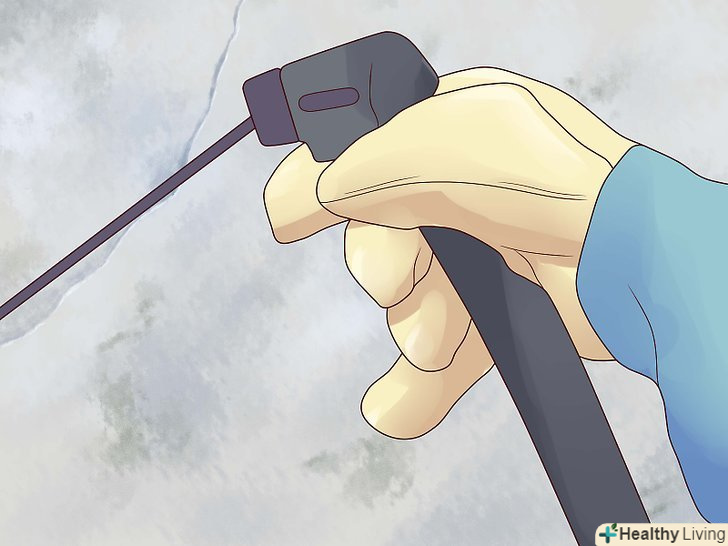
- Тримач електрода (жало) - пристрій на кінці зварювального проводу, що фіксує електрод, який використовується для безпосереднього виконання зварювального завдання.
- Заземлення та затиск заземлення. Це дріт, який засновує або закінчує електричну ланцюг і, точніше, затиск, який приєднаний до зварювання, щоб дозволити електриці проходити через зварюваний метал.
- Сила струму, або ампери. Електричний термін, що використовується для опису електричного струму, що поставляється електроду.
- Змінний струм зворотної полярності. Це особлива конфігурація, що використовується в зварюванні з системою дуги / електрода, яка передбачає велику експлуатаційну гнучкість, особливо в стельової зварюванні. Вона також використовується при зварюванні певних сплавів, які нелегко піддаються обробці напругами змінного струму. Така зварювальна машина має випрямляч струму або струму, що забезпечується генератором. Вона значно дорожче звичайного зварника змінного струму.
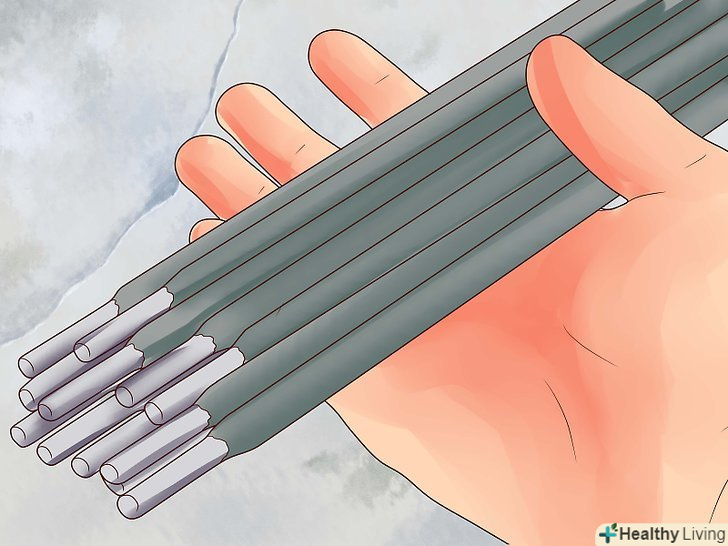
- Електроди. Існує безліч спеціалізованих зварювальних електродів, що використовуються для певних сплавів і типів металів, наприклад, чавуну або ковкого заліза, нержавіючої або легованої сталі, алюмінію, загартованої або високовуглецевої сталі. Типовий електрод складається з тонкого прутка в центрі, покритого спеціальним покриттям (флюс), який горить, коли дуга отримана, споживаючи кисень і виробляючи вуглекислий газ в області зварювання щоб уникнути окислення основного компонента сплаву або згоряння в полум'я дуги. Деякі поширені електроди і область ЗАСТОСУВАННЯ представлені нижче:
- Електроди E6011-електрод з м'якої сталі з покриттям з целюлозного волокна. Перші два числа в ідентифікації електрода-межа міцності, виміряний в фунтах на квадратний дюйм, помножений в 1000 разів. Для даного електрода даний показник склав би 60 000 фунтів на квадратний дюйм.
- Електроди E6010 відносяться до електродів зворотної полярності, які зазвичай використовуються для зварювання паро - і водопровідних труб. Вони особливо корисні для стельової' зварювання, так як метал в розплавленому стані зберігає своє положення, будучи втягується в ванну розплавленого металу під впливом постійного струму від електрода до заготовки.
- Доступний ряд інших e60xx електродів, але так як електроди E6011 вважаються стандартними, а E6010 - для зварювання на зворотній полярності, вони не будуть розглянуті докладно в цій статті.
- Електроди E7018 - сталеві Електроди, покриті низьководневим флюсом, характеризуються межею міцності 70 000 фунтів на квадратний дюйм. Вони часто використовуються в збірці металоконструкцій в будівельній промисловості, а також в інших областях, де потрібно міцний наповнювач і підвищена міцність зварювання. Відзначте, що, незважаючи на високу міцність, що забезпечується цими електродними стрижнями, вони є менш невибагливими щодо отримання чистого, високоякісного зварювання при брудній (підданої корозії, пофарбованої, або гальванізованої) сталі. Ці електроди повинні бути пройти обробку в печі з температурою 120 - 150ºС. Ця температура вище точки кипіння води в 100ºС на рівні моря і тримає Вологість в повітрі від збору у флюсі.
- Нікелеві Електроди, Електроди з ливарних сплавів. Вони являють собою електродні стрижні, призначені для зварювання чавуну, пластичного сплаву і ковкого заліза, і володіють порівняно вираженими пластичними якостями, щоб передбачити деформації залізного зварюваного матеріалу.
- Електроди для зварювання різнорідних металів. Зроблені зі спеціального сплаву, вони демонструють найкращі результати при зварюванні загартованої або сплавленої сталі.
- Алюмінієві електроди. Останнє слово зварювальної техніки, вони дозволяють дугового зварювання алюмінію за допомогою звичайного зварника замість використання зварювальною машиною спеціального газу огорожі, таких як MIG (метал, інертний газ) або TIG (вольфрам, інертний газ). Дана методика часто називається "дугового зварювання в середовищі гелію", так як гелій часто використовувався для захисту полум'я дуги при зварюванні. Офіційні назви, створені американським зварювальним товариством (AWS) для цього типу зварювальної дуги - огороджена металева дугова зварювання (SMAW), газова вольфрамова дугова зварювання (TIG) і газова металева дугова зварювання (MIG).
- Розміри електродів. Електроди доступні у величезній кількості розмірів, виміряних по діаметру металевого центру кожного електрода. Для електродних стрижнів з м'якої сталі доступний діапазон діаметрів від 15мм до 1см, і використовуваний розмір визначається зварювальником, грунтуючись на силі струму і товщини зварюваного матеріалу. Кожен електрод демонструє кращі якості в рекомендованому діапазоні сили струму. Відбір правильного діапазону сили струму для даного електродного стрижня залежить від основного матеріалу і бажаного проникнення, так що необхідні величини сили струму будуть розглянуті тільки для зварювання, описаної в цій статті далі.
- Захисна екіпіровка. Важлива частина процесу зварювання-володіння правильними пристосуваннями для забезпечення безпеки. Ось деякі типові предмети, необхідні для уникнення неприємностей у процесі зварювання.
- Захисний щиток (каска). Являє собою маску, призначену для захисту зварника від яскравого спалаху дуги і іскор, що розлітаються в процесі зварювання. Стандартний екран захисту має темне забарвлення, так як спалах дуги може викликати світловий опік сітківки ока. Зварювальні щитки з відкидним захисним екраном колись традиційно користувалися популярністю, так як темний екран при бажанні міг би бути піднятий, а окремий екран захисту з прозорого скла захистив би зварника від частин шлаку, в той час як зварювання розрубана. Ті, що прийшли їм на зміну самозатемнюються зварювальні каски є самим чудовим вибором для здійснення зварювання та інших операцій. Ці захисні каски дуже світлі при газовому різанні і шліфуванні, проте в момент появи дуги екран захисту затемниться до необхідного рівня.
- Зварювальні рукавички. Являють собою особливі ізольовані шкіряні рукавички, що закінчуються на 15 см вище рівня зап'ясть, і захищають руки і передпліччя зварника. Вони також забезпечують деякий захист від випадкового струму, якщо зварювальник якимось чином випадково вступить в контакт з електродом .
- Зварювальний одяг. Це подібний до фартуха шкіряний жакет, який покриває плечі і груди зварника. Використовується при здійсненні стельового зварювання, де іскри могли б спровокувати загоряння одягу зварника або викликати опіки.
- Робочі черевики. Зварювальник повинен носити, шнуровані черевики висотою 15 см мінімум, щоб перешкоджати опіків ніг від іскор і гарячого шлаку. Ці черевики повинні мати ізольовані підошви, зроблені з матеріалу, який не плавиться і легко не горить.
-
Дізнайтеся про кроки до успішного зварювання. зварювання схоже на водіння зварювальним електродом по поверхні сталі і приклеювання її до іншого фрагменту. Процес починається з проведеної належним чином примірки і спільної фіксації заготовок або металів, які будуть зварені. Більш товсті частини, можливо, зажадають шліфування їх скосів, щоб в подальшому, валики зварного шва могли бути поміщені в поглиблення і заповнити його повністю твердої зварюванням. Нижче наведені основні кроки для проведення простої зварювання.
- Запаліть дугу. Під даними розуміється процес створення електричної дуги між електродом і заготівлею. Якщо електрод просто дозволяє току проходити безпосередньо в заземлену заготовку, то наявної температури не буде достатньо для розплавлення і подальшого сплаву металів разом.
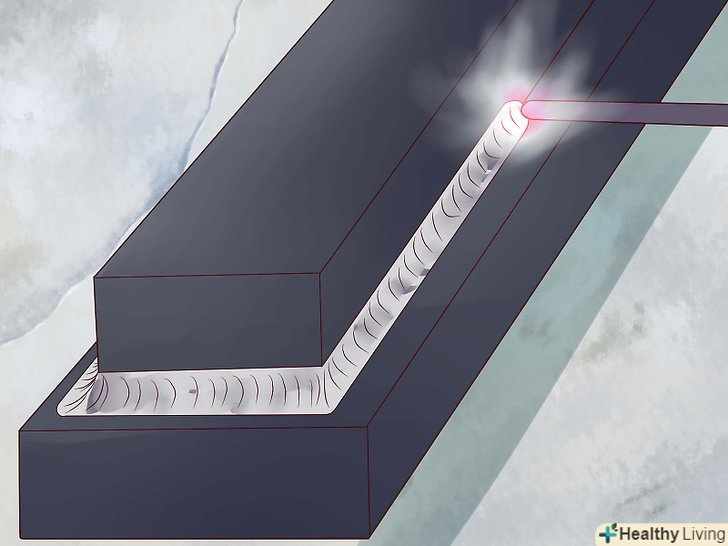
- Рухайте дугу, щоб створити валик зварного шва, або бусинку . Намистинка-метал від тане електрода, що плавиться разом з литим металом від основного компонента сплаву для заповнення простору між приєднуються при зварюванні частинами.
- Оформіть валик зварного шва. Це робиться переміщенням дуги назад і вперед по шляху зварювання по зигзагу або у вигляді цифри 8, так щоб метал поширився до бажаної ширини.
- Зачищайте зварювання між проходами. Кожен раз, коли ви закінчуєте прохід від одного кінця зварювання до іншого, ви повинні видалити шлак, або розплавлений електродний флюс, з поверхні "намистини", щоб при наступному проході заповнювати зварювання буде тільки чистий литий метал.
-
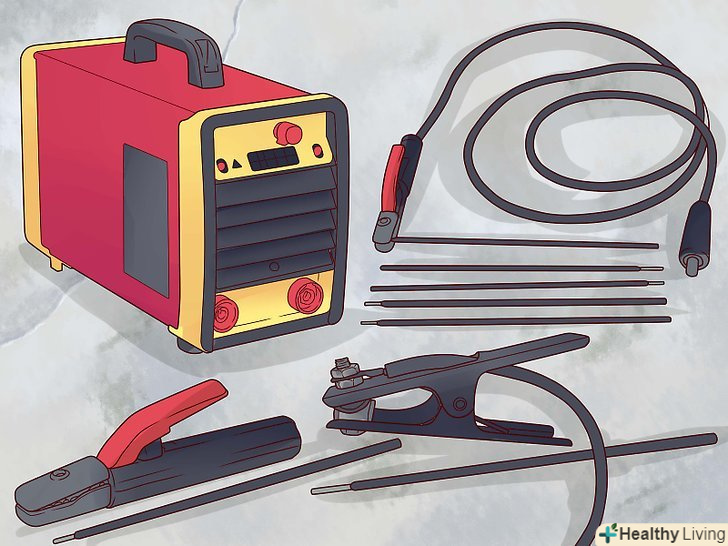
Зберіть необхідні для зварювання інструменти і матеріали. цей список включає зварювальну машину, електроди, кабелі, затискачі та метал для зварювання.
-
Забезпечте собі безпечне робоче простір, переважно зі столом зі сталі або іншого незаймистого матеріалу. для того, щоб попрактикуватися, буде потрібно кілька фрагментів з м'якої сталі товщиною мінімум 0,5 см.
-
Приготуйте метал для зварювання. якщо метал складається з двох частин, які необхідно приєднати в зварювальному процесі, вам, можливо, знадобиться провести підготовчий Захід, шліфуючи скошений край на сторонах, яким потрібно приєднатися. Це забезпечує достатнє проникнення дуги зварювання, щоб довести обидві сторони до розплавленого стану і дозволити сполучному металу впровадитися через лежить в зрізі товщину. Ви, в будь-якому випадку, повинні видалити будь-яку фарбу, жир, іржу або інші забруднювачі, щоб забезпечити роботу з чистим литим металом.
-
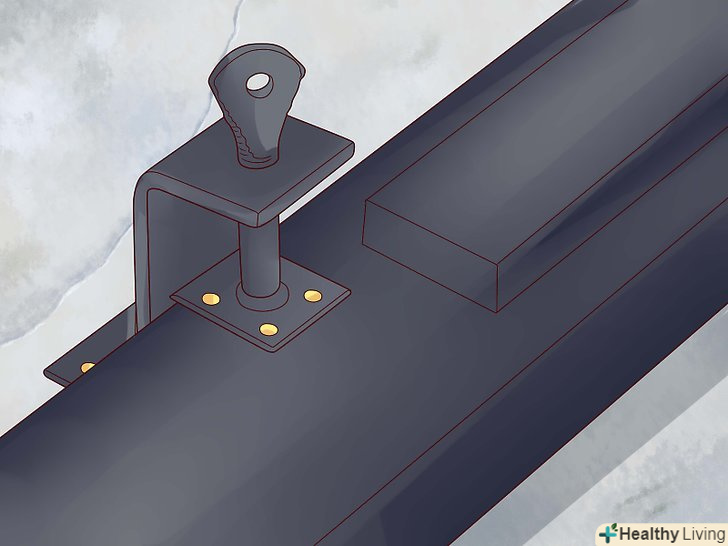
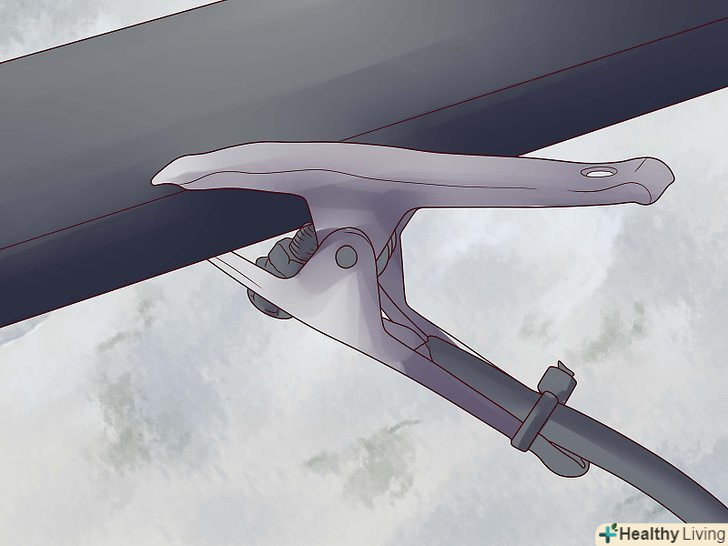
Використовуйте затискачі, щоб скріпити металеві частини, якщо необхідно. захоплюючі плоскогубці, затискні скоби, Лещата або пружинні затискачі відмінно підійдуть в даному випадку. В особливих випадках ви можете знайти і пристосувати будь-які інші методи для фіксації заготовок.
-
З'єднайте затиск заземлення з більшою зварюваної частиною. переконайтеся в наявності чистої ділянки, щоб електричний ланцюг могла бути замкнута з мінімальним опором в зоні заземлення. Знову ж таки, іржа або фарба завадять заземлення заготовки, заважаючи створювати дугу при початку зварювання.
-
Виберіть для планованої роботи правильний стрижень електрода і діапазон сили струму. наприклад, сталева пластина товщиною 0.6 см може бути зварена при використанні електрода e6011 товщиною 0.3 см в діапазоні 80-100 ампер. Помістіть електрод в тримач електрода і переконайтеся, що провідний матеріал затиску знаходиться на чистому металі в кінці електрода.
-
Увімкніть зварювальний апарат. ви повинні почути дзижчить звук від трансформатора. Звуку працюючого вентилятора може не спостерігатися. Деякі вентилятори в зварювальних апаратах включаються тільки в тому випадку, якщо машина вимагає охолодження. Якщо ви не чуєте ніяких звуків, необхідно перевірити мережу-джерело енергії і положення тумблерів подачі електроенергії в щиті управління. Зварювальні апарати вимагають значної кількості електроенергії, часто це 60 ампер або понад 240 В.
-
Тримайте жало у вашій домінуючій руці за ізольовану ручку, щоб торкання наконечником електродного стрижня поверхні в ході зварювання було якомога більш природним рухом. Тримайте зварювальний щит досить високо, щоб бачити переміщення електрода в межах декількох сантиметрів заготовки, будучи готовим опустити щит вниз для захисту очей. Ви можете попрактикуватися у веденні електрода по металу, щоб" відчути " його перед включенням енергії, але Ніколи не запалюйте електричну дугу, попередньо не захистивши свої очі .
-
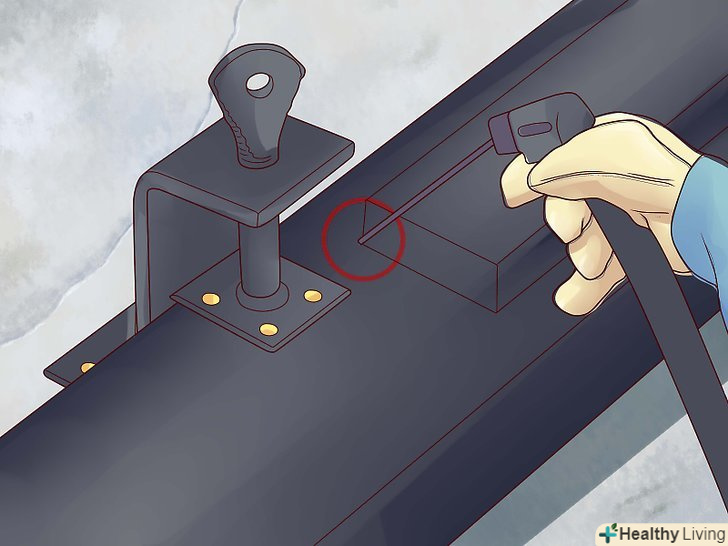
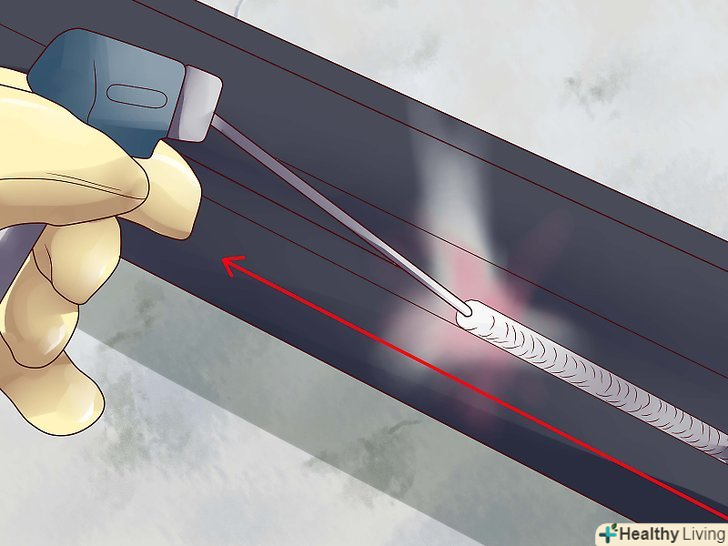
Вибирайте місце початку зварювання. помістіть наконечник стрижня поруч з ним, потім опустіть захисний щиток на місце. Ви повинні вдарити наконечником електрода проти металу, щоб замкнути електричний ланцюг, потім миттєво трохи відступити для створення електричної дуги між кінчиком електрода і зварюваним металом. Інший спосіб отримання дуги походить на запалювання сірника. Цей зазор дуги, або повітряний простір, створює значний опір в електричному ланцюзі, що виробляє полум'я дуги або плазму нарівні з високою температурою, необхідною для плавлення електрода і металу, суміжного з областю зварювання.
-
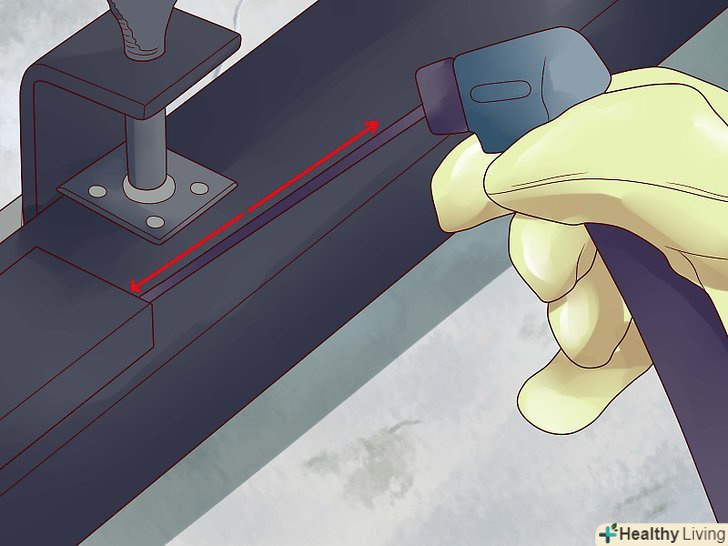
Торкніться електродом проти поверхні металу, трохи затримуючи його, і відпустіть його, коли електрична дуга виявить себе. цей крок вимагає великого досвіду, адже різні діаметри електрода і зварювальні сили струму вимагають різного проміжку між наконечником електрода і заготівлею, але якщо ви можете тримати проміжок стабільним, безперервна електрична дуга обов'язково з'явитися. Як правило, зазор дуги не повинен перевищувати діаметр електрода. Тренуйтеся, стабілізуючи дугу і тримаючи електрод на відстані від 0.2 - 1 см до заготовки, потім почніть проходити по шляху зварювання. Оскільки ви переміщаєте електрод, метал буде плавитися, заповнюючи зварювальну ванну і здійснюючи процес зварювання.
-
Практикуйтеся в проходженні шляху зварювання з електродом до тих пір, поки ви не можете тримати постійну дугу, що переміщається на постійній швидкості і відповідно до шляхом, який ви хочете зварити. коли ви впоралися з керуванням дугою, почніть тренувати створення валика зварного шва. Він являє собою нанесений шар металу, який приєднується до обох заготівлях, і забезпечує саму зварювання. Техніка, яку ви використовуєте для того, щоб класти "намистинку", буде залежати від ширини проміжку для заповнення (якщо такий є) і глибини, на яку ви хочете, щоб зварювальний "намистинка" проникла. Чим повільніше ви переміщаєте електрод, тим глибше зварювання увійде в частини металевої конструкції. Для того, щоб зробити шлях широким, чим більше ви робите зигзагоподібних рухів або розгойдуєте наконечником електрода, тим ширше виявиться намистинка.
-
Не втрачайте контроль над дугою в процесі зварювання. якщо електрод прикріплюється до поверхні металу, смикайте жало, щоб звільнити жало або від його затиску, або від металу. Якщо дуга втрачена при занадто далекому від поверхні металу пересуванні, зупиніть процес і видаліть шлак з даного місця зварювання, щоб при повторному запалюванні дуги продовжити на поверхні, вільної від шлаку. Ніколи не кладіть новий зварювальний валик на існуючий шлак, так як цей матеріал буде танути в плазмі дуги і пузиритися через новий шар металу, що призводить до слабкої і брудної зварювання.
-
Тренуйтеся в переміщенні електрода широкими рухами для створення більшої намистини. це дозволить вам заповнювати більше зварювання в єдиному проході, залишаючи при цьому більш чисту і ретельну зварювання. Електрод переміщається по шляху зварювання поперечними рухами або зигзагоподібно, або подібно руху по вісімці.
-
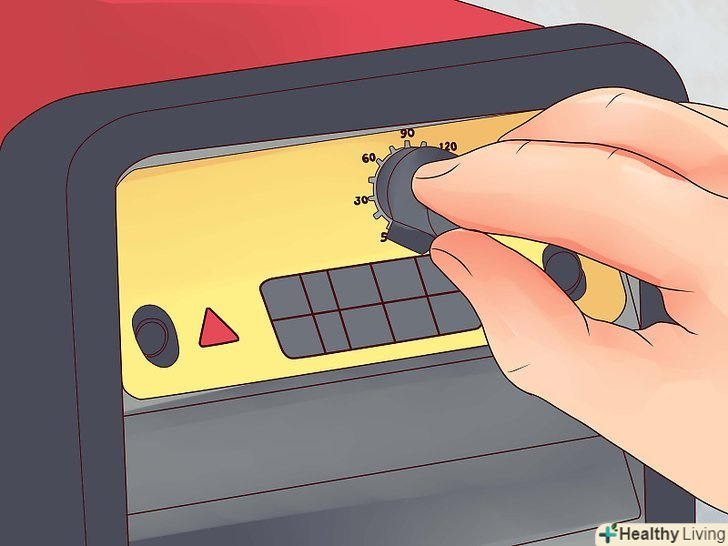
Регулюйте силу струму вашого зварювального апарату, щоб задовольнити потреби матеріалу і забезпечити бажане проникнення дуги. якщо ви виявили, що закінчена зварювальна намистина з численними дефектами, або суміжний метал просто розплавлений або спалений, поступово знижуйте силу струму до усунення проблеми. Якщо ж, з іншого боку, у вас є труднощі з отриманням або підтриманням дуги, можливо, вам варто збільшити силу струму.
-
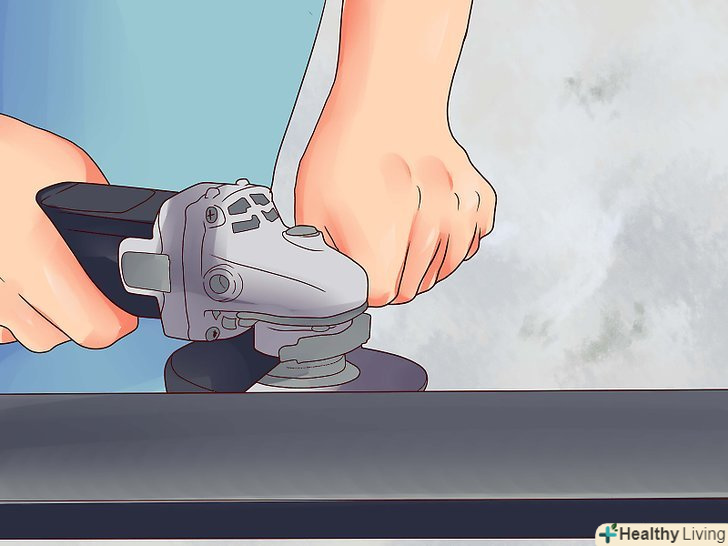
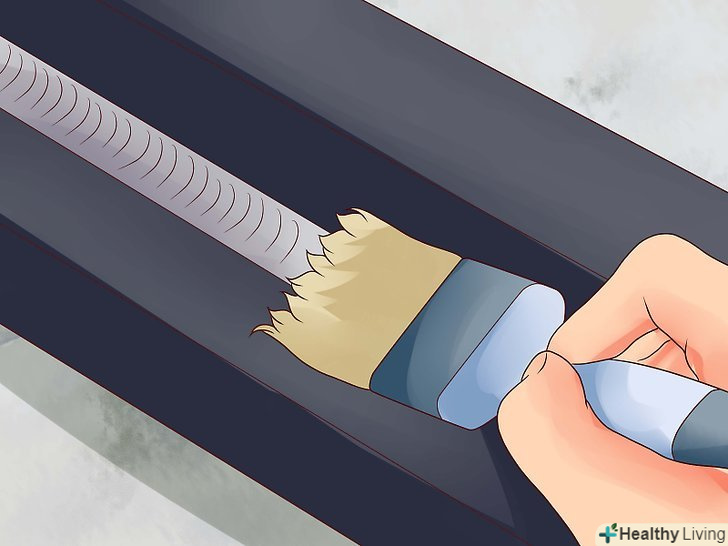
Очистіть закінчену зварювання. після закінчення процесу зварювання видаліть шлак і очистіть зварювання або для того, щоб дозволити фарбі зчіплюватися краще, або просто з косметичних причин. Відсічіть шлак і обробіть дротяною щіткою зварювання для видалення будь-якого стороннього матеріалу і залишається шлаку. Якщо поверхня повинна бути плоскою для повної відповідності двох раніше приварених частин, використовуйте углошлифовальную машинку для видалення вершини або виступу "намистинки". Чисте зварювання, особливо після ретельного шліфування, легше досліджувати на предмет ямок і інших дефектів зварювання.
-
Нанесіть на зварювання відповідне антикорозійне покриття з метою профілактики. Недавно спаяний метал може бути вражений корозією набагато швидше, так як за фактом основний компонент сплаву виставлений безпосередньо під вплив вологи.




Поради
- Деякі люди прислухаються до звуків, що генеруються електричною дугою, щоб судити про якість зварювання. Хлопкообразние і різкі звуки можуть свідчити про нестійкому проміжку дуги або на невідповідну силу струму.
- При приєднанні занадто великих заготовок прикріпіть частини маленькими зварювальними швами з проміжками, щоб перешкоджати розбіжності.
Попередження
- Метал залишається гарячим протягом тривалого періоду часу після закінчення зварювання, так що рекомендується тримати домашніх тварин і дітей поза робочим простором до повного охолодження матеріалів.
- Слідкуйте за станом кабелів і з'єднань досить часто, щоб зменшити можливість випадкового ураження електричним струмом.
- Дугові зварювальні машини використовують надзвичайно небезпечний високосиловий електричний струм, так що будьте обережним у поводженні з кабелями і жалом. Ніколи не зварюйте в умовах вологості або на вологому матеріалі без належного навчання.
- Захистіть себе від опіків за допомогою рукавичок, маски і рукавів. Ніколи не приступайте до зварювання без захисного щита.
- Уникайте вдихання продуктів. Це особливо відноситься до оцинкованих або гальванізованих металів, а також до металів, на які були нанесені металевими окисні покриття.
- Яскраве світло від електричної дуги може викликати опіки, подібні сонячним, щоб уникнути цього рекомендується віддати перевагу довгим сорочкам з рукавами і довгим штанів.
- Зверніться до посилань у цитатах нижче для ознайомлення з низкою інших попереджень та застережень.
Що вам знадобиться
- Зварювальний апарат, з'єднувальні дроти, затискачі, електроди
- інструменти для підготовки та очищення зварювання, включаючи молоток для видалення шлаку, дротяну щітку і кутошліфувальну машину
- захисна екіпіровка