Нержавіюча сталь поставляється у вигляді труб, стрижнів, листів. Зазвичай вона немагнітна і має сріблястий блиск. Для сортів нержавіючої сталі, що містять велику кількість нікелю або хрому, характерний більш яскравий, дзеркальний блиск. Паяти таку сталь нелегко через дуже стійкого оксидного шару на її поверхні. Як правило, необхідно прибрати цей шар спочатку механічно, потерши поверхню металу дротяною щіткою або піском, а потім хімічно за допомогою кислотного флюсу. Оксидний шар швидко відновлюється, тому операції підготовки поверхні і пайки необхідно проводити безперервно і без зволікання.
Кроки
 Підготуйте метал до пайки. очистіть поверхню металу, призначену для пайки. Після чищення вона повинна блищати і не мати плям. Ретельно протріть поверхню нержавіючої сталі дротяною щіткою, також зробленої з нержавіючої сталі. Надзвичайно важливо прибрати з поверхні металу перед його пайкою оксидну плівку.
Підготуйте метал до пайки. очистіть поверхню металу, призначену для пайки. Після чищення вона повинна блищати і не мати плям. Ретельно протріть поверхню нержавіючої сталі дротяною щіткою, також зробленої з нержавіючої сталі. Надзвичайно важливо прибрати з поверхні металу перед його пайкою оксидну плівку.-
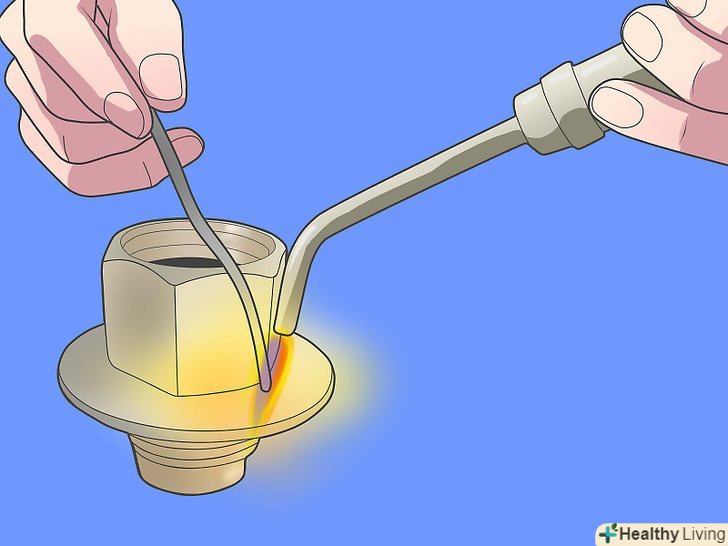
Нанесіть флюс. помістіть на нержавіючу сталь відповідний паяльний флюс, що руйнує оксидний бар'єр, потім нанесіть на оброблену поверхню припій. Для нанесення флюсу в потрібне місце використовуйте дріт припою.
-
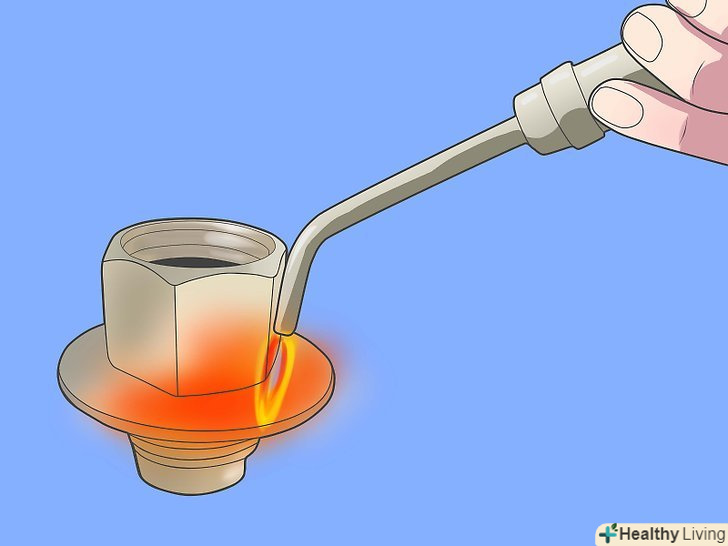
Розігрійте метал. користуючись грілкою, теплової гарматою або паяльником, розігрійте метал поблизу поверхні пайки; почати гріти можна і зі зворотного боку, аби тепло передалося до місця пайки. Направляти на місце пайки пряме полум'я не рекомендується, оскільки це може привести до перегріву припою і флюсу. При користуванні пальником тримайте її сопло в 10-15 сантиметрах (4-6 дюймах) від поверхні металу.
-
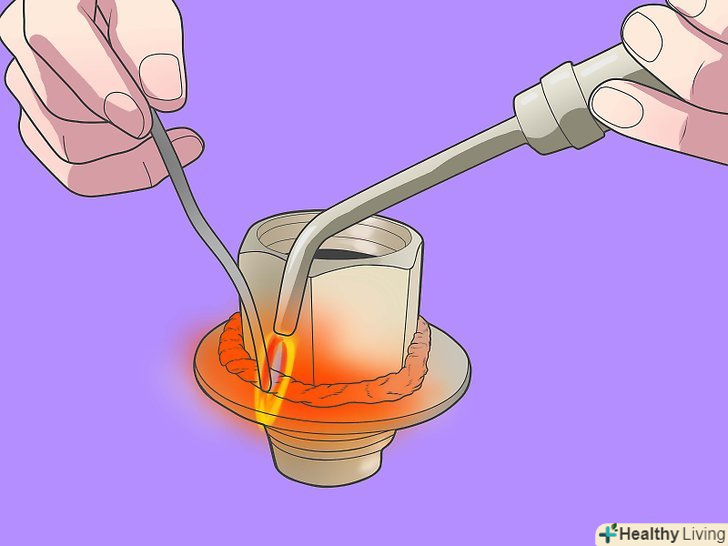
Після того, як флюс подіє, нанесіть припій. як тільки у флюсі почнуть утворюватися бульбашки газу, і він придбає коричневий відтінок, можна підводити дріт припою. Притискайте дріт до розігрітій поверхні, поки припій не почне розтікатися. Як тільки це станеться, вимкніть нагрів. Якщо необхідні додаткові шари припою, продовжуйте притискати дріт до розігрітій поверхні.
-
Слідкуйте за поширенням припою. він повинен покривати поверхню рівним шаром. Якщо припій збирається в окремі краплі, це означає, що він погано змочує поверхню металу. Це може бути викликано недостатньо повним видаленням оксидного шару або перегрівом.
-
Нанесення додаткового припою. Якщо ви призупинили пайку, а потім вирішили додати припою або перемістити вже нанесений раніше, дайте металу злегка охолонути, після чого додайте флюсу і розігрійте його знову. Флюс полегшить як схоплювання нового припою, так і розтікання старого.
-
Змийте зайвий флюс за допомогою води і дротяної щітки. Флюс корозійно-Активний за своєю природою, тому його необхідно повністю видалити.




Поради
- У разі необхідності направити полум'я пальника безпосередньо на припій або флюс відсуньте пальник ще далі від робочої поверхні і водите нею з боку в бік. Розігрівся флюс почне виділяти бульбашки газу і забарвиться в коричневий колір. Ці зміни, крім початку реакції, свідчать також про те, що флюс нагрівся до необхідної температури. Якщо флюс став чорним, вимкніть нагрів, видаліть його і почніть спочатку.
- Важливо правильно підібрати припій і флюс, які підходять для вашого матеріалу. Деякі припої погано пристають до нержавіючої сталі; з огляду на необхідність повністю видалити стійкий оксидний шар з поверхні металу перед пайкою вибір кислотного флюсу також дуже важливий.
- При пайку складних деталей, таких як тонка дріт або предмети з великою контактною поверхнею, буває корисно заздалегідь змочити припоєм обидві поверхні перед їх з'єднанням. Просто виконайте описані вище кроки, завдавши припій рівним шаром на кожну контактну поверхню. Потім, після того як метал охолоне, повторіть кроки. Але не розтягуйте процес - не проводьте пайку на наступний день після попереднього змочування припоєм. При пайку нержавіючої сталі дуже важлива наявність свіжої, вільної від оксиду поверхні. Попереднє змочування контактної поверхні відповідним припоєм значно покращує зчеплення металів, складних для пайки, і допомагає в разі великих контактних поверхонь.
Попередження
- Використовуйте засоби захисту, оскільки температура плавлення багатьох припоїв перевищує 200 градусів Цельсія (близько 400 градусів Фаренгейта).
- Працюйте в добре провітрюваному місці. Пари флюсу токсичні.
- Залишки флюсу містять кислоту, томуЗавжди повинні бути видалені; це стосується і так званих "чистих" флюсів.
- Не розігрівайте припій або флюс безпосередньо.
- Уникайте перегріву. Перегрітий припій, хоч і розплавиться, але не пристане до металу як слід.
Що вам знадобиться
- нагрівач: паяльник, теплова гармата, пальник (пропанова).
- Припой для нержавіючої сталі: сплави олова-срібло, олово-свинець, олово-мідь, олово-мідь-срібло, кадмій-срібло і кадмій-цинк-срібло добре змочують нержавіючу сталь.
- Флюс для нержавіючої сталі: хімічно активний рідкий флюс, розчин неорганічних солей у воді. Каніфоль та інші органічні флюси не руйнують оксидний шар в належній мірі.
- дротяна щітка з нержавіючої сталі для очищення поверхні і видалення оксидного шару.